题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
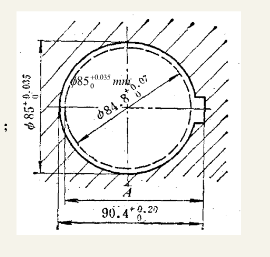
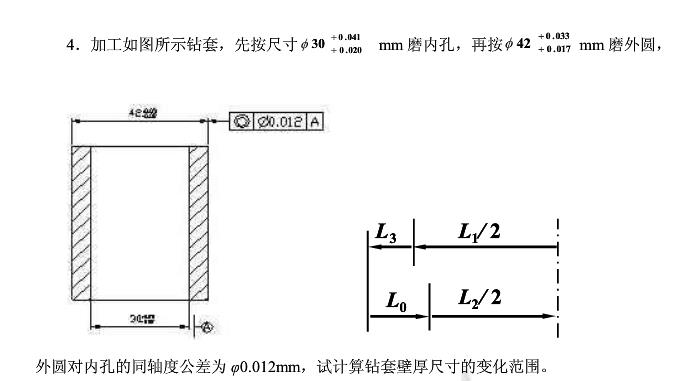
加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变
加工如图1所示钻套,先按尺寸

 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
加工如图1所示钻套,先按尺寸
答案
 更多“加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变”相关的问题
更多“加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变”相关的问题
第2题
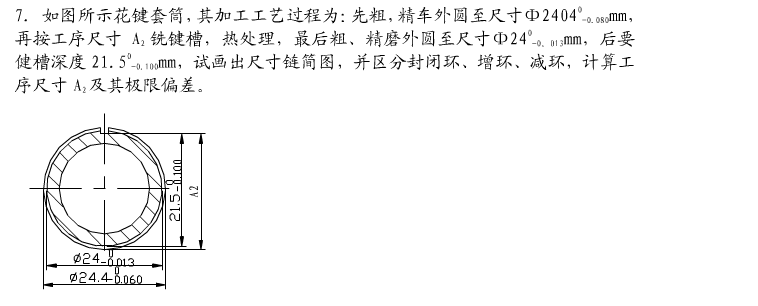
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
第3题
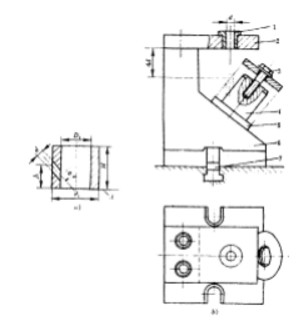
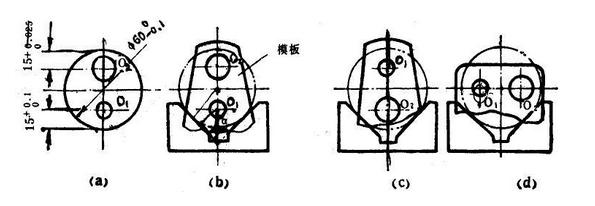
有一批工件,如图(a)所示,采用钻模夹具钻削工件上

第4题
有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
第6题
工件在三个直径尺寸相同、位置相隔120°的短圆柱销上定位,加工内孔D,如图(a)所示。试计算加工后一批工件内孔D与外圆

第9题
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
第10题
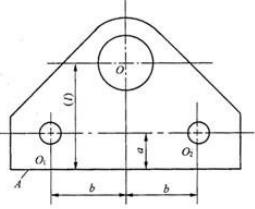
如图(a)所示板形工件,最后工序为在其上钻O1、O2孔,要求O1O2与A面平行。
试设计保证设计尺寸a和b的定位方案。
 ;2)插键槽,保证尺寸H;3)热处理;4)磨内孔至
;2)插键槽,保证尺寸H;3)热处理;4)磨内孔至 ,同时保证尺寸
,同时保证尺寸 。试建
。试建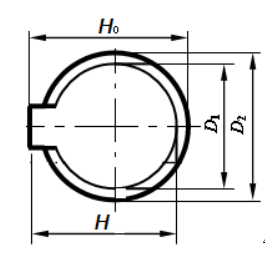 立尺寸链图确定尺寸H的大小及公差?
立尺寸链图确定尺寸H的大小及公差?